
大型设备的安装,可不是那么容易的事!下面小七用现场照片+文字的形式,给大家讲讲压缩机是如何安装的?安装过程中,有哪些需注意的问题?


安装前准备
安装压缩前,要先对场地进行验收,按施工图纸及规范要求由质检部门、技术部门和施工班组共同进行;
注意:基础混凝土表面应平整、无裂纹、空洞、蜂窝和露筋等缺陷;中心线、标高、沉降观测点等标识齐全、清晰;
按安装专业基础图纸、交接资料和验收要求对基础外形尺寸、坐标、标高等进行复测检查。对超标项目,由交方处理合格后,再次组织验收。
有问题,怎么办?
下图如示,由于地脚螺栓孔处基础不平整,地脚螺栓孔较大,难以铲垫铁窝。放置垫铁,且垫铁的放置不平,由此会延长施工工期,且由于大型机组灌浆用是灌浆料,处理基础时费力,将影响下一步设备就位。

现采用如下方法进行解决:可先做临时垫铁放置在基础靠近螺栓孔较近的地方,机身和中体就位后进行初找平找正,再将地脚螺栓孔四周植上一模,模板长度以地脚螺栓两则能放置垫铁组为宜。
然后进行一次灌浆,待一次灌浆料(高强度无收缩灌浆料)表面平整,灌浆料的初凝期(略有出水现象),然后将垫铁组(一平二斜为宜)放在上面,注意一次灌浆尽量不要碰到地脚螺栓,以免地脚螺栓的垂直度发生变化,影响地脚螺栓的稳定。
待一次灌浆强度达设计强度的75%时拆掉模板。然后再进度设备的精找平找正的复测工作。
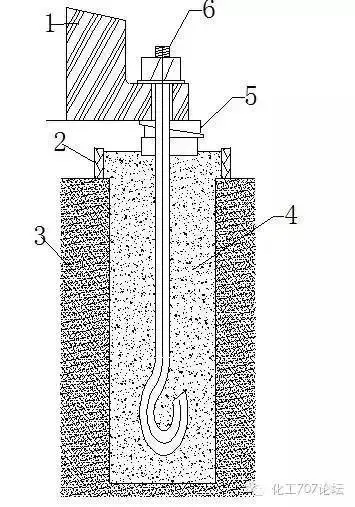
地脚螺栓一次灌浆
1—机身底座 2—模板 3——基础 4—一次灌浆层 5—垫铁组 6—地脚螺栓
对基础表面进行处理:在基础上平面铲麻面,用塑料编织带(或水泥带)
装上石头将基础地脚螺栓孔或螺栓预埋管塞住,将要进行二次灌浆层的基础用风镐或手工工具在每100c㎡范围铲3~5个深10~20mm的小坑,并将表面的浮浆或疏松层铲去,铲完麻面后将基础表面的废混凝土块清理干净。

地脚螺栓及锚板的处理:锚板(一般为铸铁)上与基础贴合面用毛刷刷开净,去除上面的毛刺等;
为了方便压缩机机身设备就位时地脚螺栓顺利的穿入机身螺栓孔,可以地脚螺栓上点焊上一个小的圆钢(大小不超过地脚螺栓的直径),在圆钢上拧一根铁丝。

在设备地脚螺栓两侧约30mm处或立筋处铲出垫铁窝,可以先在一侧放置垫铁,将水平尺放置在垫铁上,调整垫铁高度,使其顶面高度等同于设备安装标高,待机身就位后找正时再将另一侧垫铁加入。

开始安装
设备的吊装
机身起吊安放到基础前将机身底面用钢刷将表面的铁锈清除,尤其是机身上穿地脚螺栓的两侧(垫铁放置后保证垫铁与机备的贴合)

机身就位
机身就位时在机身轴向中心上吊线,以保证机身的中心与基础上的中心墨线重合,其纵横中心的偏差不超过5mm,标高偏差为±5mm

机身内件的拆卸
1、将压缩机机身内的十字头、连杆,曲轴、轴瓦按序拆下,拆卸前对每个重要的零部件都用白色的油漆笔做好标记。
2、拆卸时要准备好专用的拆卸工具,起吊工具、绳套等,在绑吊时要注意不要碰伤或拉伤零部件。
3、对于拆卸下来的零部件要放在合适的位置,对重要的机件,最好放在垫木上,例如连杆、曲轴、轴瓦、轴销等要放置平稳。小的如螺栓螺母等小件放置在箱子里。精密的零件要专门保管。

设备内件清洗
用干净的棉布、丝绸和软质刮具和煤油对零件仔细清洗

曲轴的放置与清洗
将曲轴水平的放在枕木上,曲轴的轴颈不应受力

用外径千分尺曲轴轴瓦外径的测量:
- 横向测二次,绕轴转动90°再测二次
- 求测得值的平均值即为曲轴径的实际直径

用内径百分表测连杆大头瓦内径:
- 与外径千分尺同样的步骤测量大头瓦的实际内径
- 根据曲轴颈实际直径核算出曲轴的轴瓦间隙
曲轴的回装
1、利用水平尺将曲轴水平 吊起,回装至机身轴瓦内


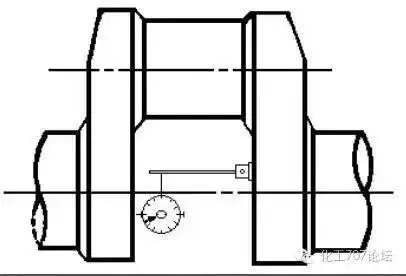
曲拐开度差值测量示意图
机身轴向找水平
机身纵向横向水平均不得超过0.05mm/m

框式水平仪—机身滑道找横向水平:
横向水平在中体滑道前、中、后三点位置上测量,以两端为准,中间供参考

机身水平找完,报验完成后将垫铁点焊

曲轴轴瓦的安装

“涂色法”:
- 在中体滑道上均匀涂红丹,装上十字头后,在滑道内来回拉动几次。
- 抽出十字头,检查十字头上、下滑履与滑道的接触面积

十字头上、下滑履与中体滑道的接触面积应不小于50%,且接触面积均匀;否则就需要通过研刮进行处理。

“涂色法”完成后将十字头和滑道的接触面擦净,将十字头回装

连杆的安装
吊装连杆时,可以将不带小头瓦的连杆与大头瓦用十净布打活接紧固在一起,在轴瓦快与曲轴相贴合时装入连杆连接螺栓,解开布条。


液压上对紧
用专用的液压上紧装置对活塞杆进行打压上紧,可用两台打压泵对连杆的两根螺栓同时打压,两打压泵可分级打压,每次分级(5Mpa)打压的压力相同,保证两头的连接螺栓均匀受力拉紧。

连杆连接螺栓液压上紧
十字头销的安装
1、 连杆小头瓦须有合适的径向间隙。小头瓦径向间隙检测可以如前连杆大头瓦径向间隙的检测方法相同,
2、小头瓦的径向间隙也可以以经验来判断,将十字头销装入十字头内后,一个人用手转动(不借助外力)十字头销,若一个人能轻松转动十字头销则说明小头瓦的径向间隙适合。

气缸的安装
组装前先对各联接组件的结合端面和止口(径向)等部位进行认真清理,去毛刺,检查、测量其圆度、圆柱度及配合间隙和过盈量符合装配技术要求。

密封处理
接筒的端面是采用密封胶密封的,气缸安装时将接筒接合面均匀涂上一圈密封胶(另一种密封形式是靠端面的“O”形像胶圈来保证密封性的)

气缸的吊装
吊装时的钢丝绳需在三个方向增加倒链,以便调整气缸的水平。

气缸支承:
将气缸支承与气缸的贴合面用砂纸磨出金属光泽,待气缸中体与接筒的连接螺栓紧固后,将支承的垫铁顶起。

气缸水平:
用框式水平仪通过气缸支承调节气缸的水平,气缸水平度在气缸镜面前、中、后三位置测量应不大于0.05mm/m,其倾斜方向应与滑道一致

气缸密封填料的拆洗
在拆件清洗时,应在非工作面上打上记号(可以用彩色油漆笔)以免配件搞乱,特别是每个气缸的水套,水套内的填料盒、切向环、径向环和阻流环的安装顺序,正反方向。

填料的回装
填料拆洗、间隙测量结束后,按先前的标记回装。安装时,切口彼此错开120°,并用圆柱销定位,放在具有锥面的压紧环与支承环里。
在组装过程中还应注意各填料盒相互间的连通油路或水路的正确位置以保畅通。

气缸密封填料的水压试验
试验压力为0.8MPa, 保压半小时,以不出现渗漏为合格。

活塞的清洗
安装前清洗和检查各零部件,如发现缺陷,应立即进行修理或更换;
将活塞环放活塞环槽内测量活塞环的轴向、径向间隙和开口间隙,将活塞环装于检查筒或气缸内,用塞尺及透光法检查其对缸壁的接触贴合情况。
环与缸壁间的光隙不得超过技术要求的极限值,而且光隙不能超过两处,每处弧长不得超过25°,光隙总弧长不能大于30°,距开口端应不小于15°用厚薄规塞入开口处测量间隙(开口若超过规定值,则需更换此活塞环,若小于规定值,可用锉刀修环口保证平整,以达到间隙要求。)

 微信扫一扫
微信扫一扫