


【车讯网 报道】如今已是个“无情怀、不创业,无情怀、不产品”的年代,从创业到产品,从手机到汽车,情怀已辐射到各行各业。本期我们的主角儿北京汽车BJ20就是一款情怀产品,厂家将它冠以北京212传承者称号。笔者认为,讲情怀本身是挺好的一件事儿,我也比较赞成。但作为产品不能只停留在“讲”的层面上。有句话说得好,“讲过不等于做过,做过不等于做到,做到不等于做好”,北京汽车讲出了BJ20的情怀,并也做出了产品。但是否做的好?情怀是否安全落地呢?这款情怀产品是能否超越同级自主品牌和合资品牌呢?后续篇幅通过各项实验和拆解逐一进行介绍。首先,我们先来看拆解车辆的基本情况。
测试/拆解车辆基本情况:北京汽车BJ20(后简称BJ20);具体配置为2016款1.5T手动豪华型,厂商指导价为11.88万元,实际提车价格为11.88万元,提车无优惠。
主稿介绍顺序:前防护结构→后防护结构→门板防护/做工→车身焊接以及车身钢板强度→顶棚、地板、车内电缆→底盘结构与防护→车身缝隙、漆面厚度、漆膜硬度→双车静态、动态体验及测试→NVH舒适度→后备箱逃生→车内空气质量。
整车防护之前防护结构
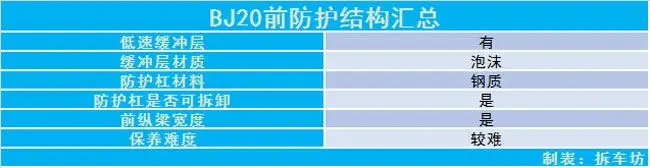
前防护结构概述:BJ20前防护结构采用常规设计,具备低速、中低速碰撞防护结构。前防护杠外皮固定方式存在不成熟设计,防护杠、吸能盒均设计溃缩引导。金属水箱散热片框架虽然重量较大,但抗扭和形变性能优于非金属材质。防护杠内电缆出于低温高湿区,雾灯、雷达线缆使用波纹管防护,大灯清洗喷水管固定杠皮内侧,布线规整。BJ20前防护组成结构在同价位、同级别车型中处于中等水平。接下来,我们对BJ20前防护结构进行详解。

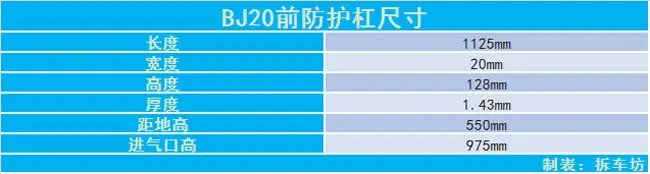
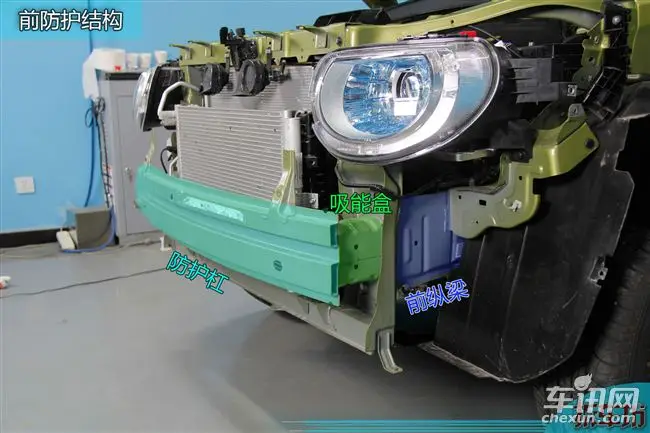
BJ20前防护结构由防护杠外皮、泡沫缓冲层、防护杠以及吸能盒组成。前防护杠外皮使用具有一定柔软度和抗扭性的PP材质,轻微变形后可自行恢复原状。防护杠分为上下两部分,上部为有漆装饰层,下部为无漆防剐层,这与大多数SUV车型设计理念雷同。雾灯电缆与大灯清洗喷水管固定于防护杠外皮内侧,由于该部分为低温高湿区,所以雾灯、雷达线缆采用最高防护等级(波纹管防护)。大灯清洗喷水管布局与固定方式比较规整。拆掉防护杠外皮就能看到下图结构,绿色标注区为低速泡沫缓冲区,对低速碰撞起到防护作用。蓝色标注区域为散热片金属框架,两端与前纵梁固定。现代车型为了轻量化设计,大多车型将框架改用非金属材质,钢质材料虽然抗扭性和形变能力较强,但重量太沉。

防护杠外皮固定方式不成熟
拆掉泡沫缓冲层就能看到前防护杠结构(下图蓝色),前防护杠采用钢质材料,断面为闭合结构。两侧与吸能盒采用焊接方式固定。防护杠两侧上方分别焊接防护杠外皮支架(红色标注位置)用来固定前防护杠外皮。这种固定方式并不成熟。横向对比我们之前拆结过的其他车型,防护杆外皮、低速缓冲层和防护杠之间均有自己的独立空间,结构之间并无硬性连接。在发生碰撞变形中,保证各防护结构之间不受影响,根据碰撞力度大小,决定部件损伤多少和程度,可减少维修成本。发生同样碰撞工况下,由于BJ20前防护杠外皮与内侧金属防护杠相连,如前防护杠变形会导致内侧防护杠支架变形,维修时需要更换金属防护杠相应增加成本。

吸能盒/前纵梁采用主流设计风格
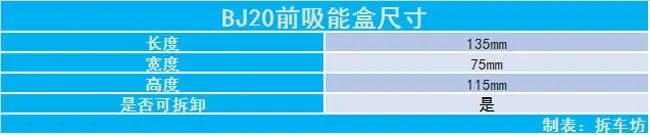
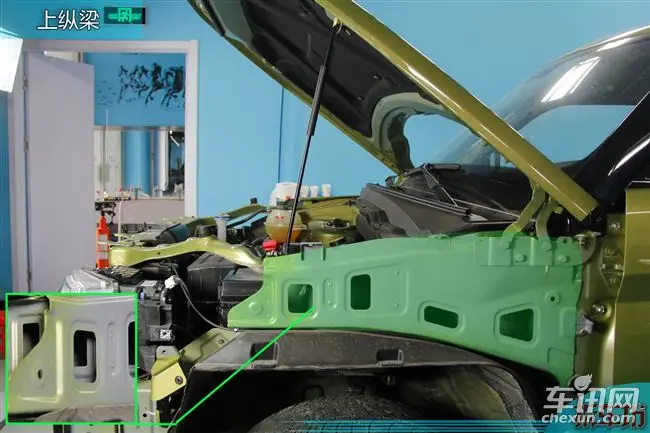
BJ20吸能盒和前纵梁采用目前主流设计风格,吸能盒与前纵梁之间使用法兰盘、螺钉固定。方便拆卸更换部件。吸能盒(绿色标注)上下两侧设计溃缩引导设计,前纵梁(蓝色标注)根据碰撞工况设计需要,分别设计加强区和弱化区,左前纵梁内侧设计避让发动机弱化区,当车辆发生正面较高速碰撞时,前纵梁避让发动机设计可让发动机下沉,防止机舱内部零件闯入驾驶室。在车辆正面碰撞防护中,还有一个结构非常重要,它就是上纵梁。
完整的上纵梁结构
BJ20上纵梁结构比较完整,由一整块钢板冲压而成,纵梁中间夹层设计加强结构。上纵梁结构对车辆偏置碰撞(小角度碰撞)有较好的防护效果,上纵梁可将碰撞力传递给白车身A柱,尽可能防止A柱变形。上纵梁与白车身之间采用点焊工艺连接,焊接缝隙处并未做防腐处理,通常该区域会涂抹防腐胶。总体来说BJ20前防护结构的组成中规中矩,在同级车型中属于中等水平。
拆解特点:1、整体防护结构完整;2、前防护杠外皮支架设计在前防护杠两侧,该固定方式并不成熟;3、吸能盒、前纵梁采用主流设计;4、水箱散热片框架为金属材质(重量较沉);5、进气口高度处于较高的位置。
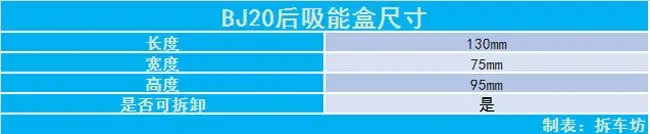
整车防护之后防护结构(防撞杠尺寸仅供参考)
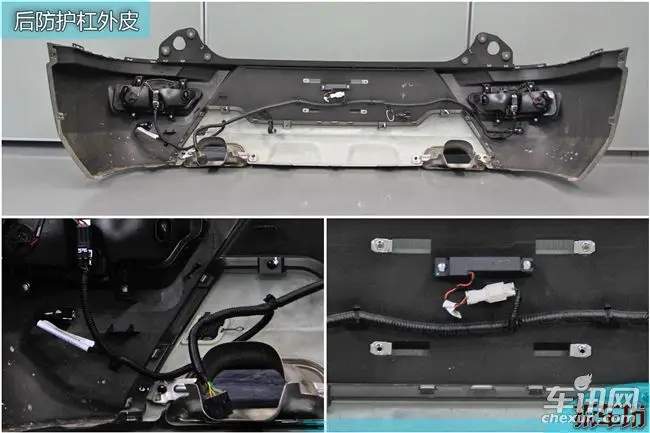
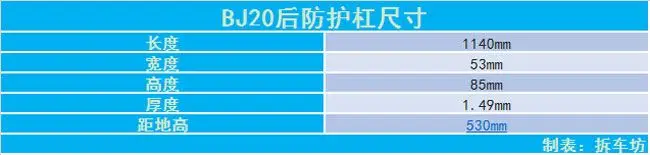
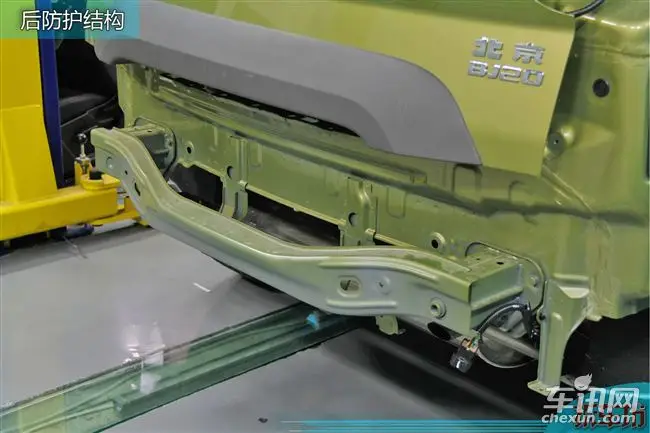
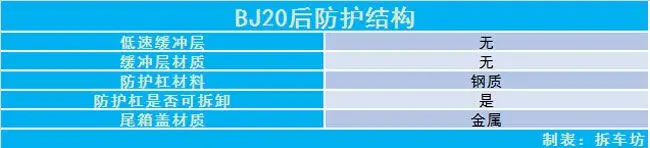
BJ20后防护结构由防护杠外皮、防护杠、吸能盒结构组成。后防护杠外皮与前防护杠外皮材质相同,柔软度和韧性较好。内嵌雾灯和倒车雷达,该区域电缆工作在低温高湿区,使用波纹管防护(最高防护等级)。管线固定在防护杠外皮内侧。钢质后防护杠断面为帽形结构,横向防护宽度占车尾宽度的85%。梯形结构防护杠可改变撞击角度。防护杠两侧分别设计加强筋增加防护杠横向强度。防护杠两侧与吸能盒连接,末端连接后纵梁。法兰盘、螺钉固定方式便于维修拆装。

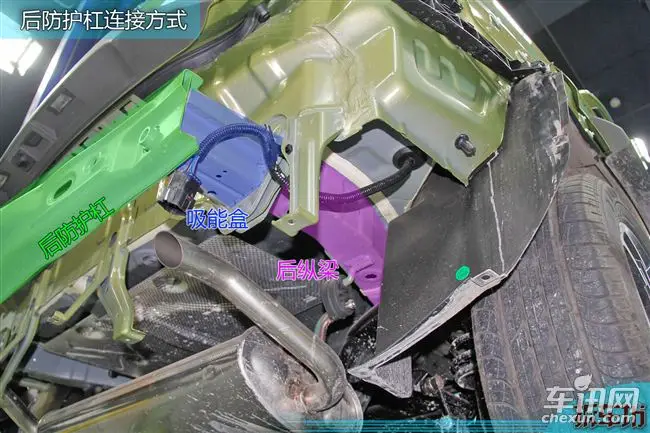
吸能盒与后纵梁连接很重要也很必要
BJ20后防护杠连接方式与前防护杠完全相同,钢质后防护杠(绿色区域)两侧分别于吸能盒(蓝色区域)采用焊接方式固定,吸能盒再通过可拆卸法兰盘与白车身后纵梁(紫色区域)连接。后追碰撞过程中,通过后防护杠传递撞击力给吸能盒,吸能盒自身溃缩抵消一部分撞击力,同时把冗余的力量传递给白车身。可拆卸方式便于维修和替换。

拆解特点:1、后防护结构完善无缺失;2、防护杠横向防护宽度占车尾宽度的85%;3、吸能盒与后纵梁相连,方便拆装。
每期都要重申的内容:针对车辆后碰撞测试,一直执行低速碰撞标准。测试方法有两种,一种是移动壁碰撞,另一种是摆锤方式碰撞。考核低速碰撞目的,是为了测试车辆尾部发生轻微追尾、碰撞情况下,保证重要部件不损坏、可正常行驶。碰撞工况测试标准高度为445mm,分别以4公里/时速进行正面碰撞;以及2.5公里/小时速度进行左、右后侧面碰撞。重要部件不损坏、可正常行驶为合格。
门板防护\做工
车门概述:BJ20前后门做工与防护有较为明显的美/德和日/韩混血,一体冲压工艺门板常见于美/德车型,门板圆形钢防撞梁结构常见于日/韩车型。自主品牌车型在研发阶段大多采取照猫画虎,东抄西借其他合资品牌车型。所以出现混血现象在所难免。门板工艺虽然混血,但工艺尚可防护齐全。在自主品牌车型中处于中上水平。接下来,我们继续介绍BJ20车门拆解细节。


BJ20前后门内饰板内侧贴合环保的原生材质隔音棉,内饰板与门内贴合防潮布。门框与门体之间采用一体冲压工艺,内侧门板为整张钢板冲压而成。门内下方斜置圆形钢防撞梁,门体中部与上部分别横置门板加强筋,车门铰链为冲压工艺。后门工艺以及防护结构与前门雷同。门板电缆使用PVC胶布缠裹,并与车门内侧钢板固定。




拆解特点:1、车门做工与防护很混血(一体冲压工艺门板+圆形钢防撞梁);2、车门隔音棉使用环保原生棉材质;3、车门电缆防护与布局较为规整;
整车焊接工艺
整车焊接工艺考察A/B/C柱、顶棚以及白车身其他部分焊接工艺。可直观看到部位:BJ20的A柱钢板总厚度为4.68mm(包含中间空隙);B柱总厚度为3.81mm(包含中间空隙);C柱总厚度为2.75mm(包含中间空隙);车身两侧钢板采用传统点焊工艺,每延米焊接数量为22个,焊点表面比较平滑,表现较好。(钢板厚度仅做参考,并非钢板越厚强度越大,与钢板强度有直接影响)

钢板强度测试(仅针对材质本身,不考虑结构和厚度,数据仅做参考)
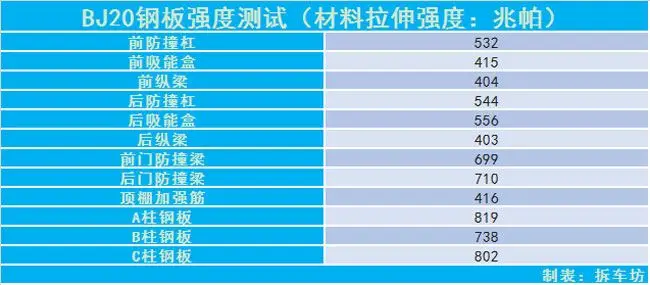
我们所使用的仪器名称叫“equotip3便携式金属硬度计”,产自于瑞士。应用于金属制造加工业、汽车制造业、宇航、航空造船业等领域,适用于所有金属材料测试、重型以及安装好的工件测试。通过该仪器测试金属表面,可以得到测试样品的罗氏、韦氏、金属拉伸强度等数据。等效大型金属拉伸测试设备(破坏性),便携性测试为非破坏性设备。以后我们会单独对该仪器进行详细介绍(测试方法、使用说明等)用什么样的设备测试?(身材不大,气场不小;它的身价高达8万。)

为何增加这样的测试?从该测试中我们能读到什么样的有用信息?
该设备也会用于汽车生产厂商用于来料检验,通过测试来料钢板,可以得知硬度数据以及均匀度数据。我们利用同样的设备对成品车的钢板进行强度测试,可以反推出该车在生产制造时所使用的钢板强度。案例:两车前保险杠结构如何对比更有说服力?单独对比钢板厚度是外行,增加结构对比仍然不全面,那么再增加金属材料对比呢?那就具有足够的参考性了。从逆向设计的角度来看,知道了这三项数据,就可以用软件建模,进行模态分析。
说明:该测试只是参考车身钢板材料的拉伸强度,如考虑到整体被动安全的话,还需要参考钢板厚度以及结构因素。另外,该仪器并不能对铝合金材质进行测量。
顶棚防护
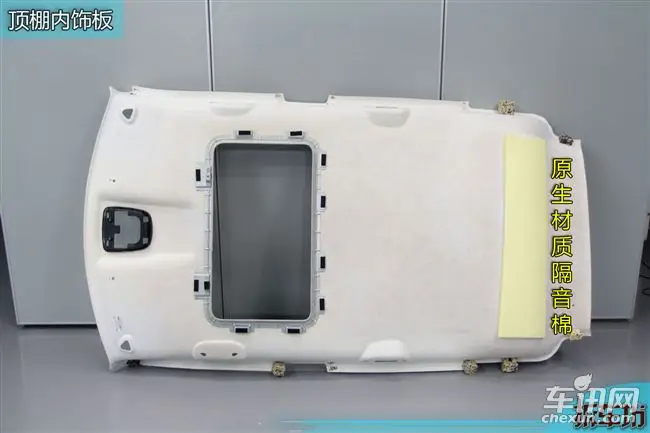
BJ20顶棚内饰板采用多层材料复合而成,由基材、缓冲隔热层、表皮层一体成型,内饰板后半部分贴合原生材质隔音棉,隔热的同时也能起到一定隔音效果。顶棚内饰板天窗位置贴合金属加强框架增加强度减少共振。顶棚加强筋采用1+2设计,主加强筋(绿色标注)横置顶棚中央位置,两根辅加强筋均匀分布在顶棚后部。为了起到更优秀的止振效果,顶棚钢板增添了冲压工艺。BJ20顶棚加强/止振全面,并未使用多于的止震贴。仅顶棚方面超过同级别自主品牌和合资品牌。

车内地板
BJ20地毡填充面积较大,覆盖约95%的面积。地毡材质由毛毡垫层、防潮层、填充层组成。毛毡垫层和防潮层为一体结构,填充层选用成本较低的复合棉材质。地毡材料取样进行燃烧测试,符合国家标准。

内饰阻燃性
车内内饰阻燃性的表现也十分重要,车辆在发生交通意外时,没有阻燃性的地毡等材料就会变成助燃物。所以,我国对汽车针对内饰材料制定了相应的标准。标准规定,汽车内饰材料的燃烧速度不大于100毫米/分钟。BJ20地毡材质燃烧成绩为28毫米/分钟,燃烧成绩较为优秀,与同级自主品牌和合资品牌车型相比,达到优秀水平。而燃烧过程中产生较浓的黑烟以及大量焦油滴落物,燃烧特性方面表现较差。

整车电气防护
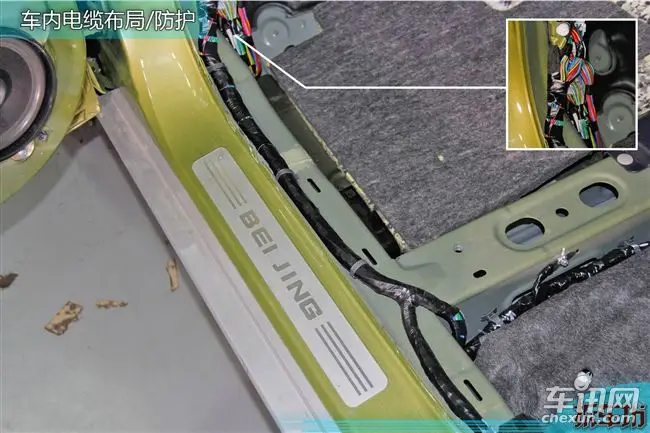
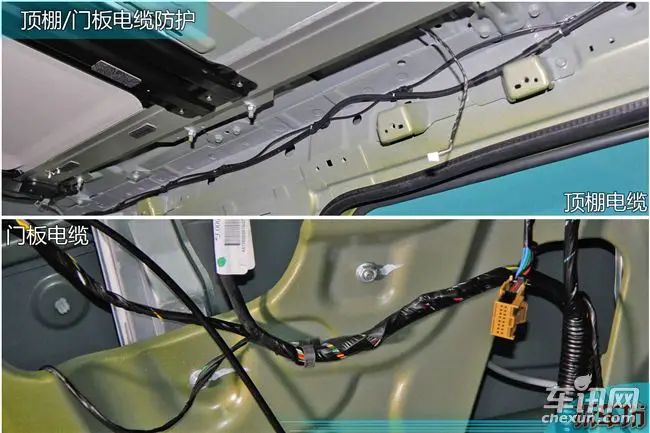
BJ20机舱布局规整,电、气、油路管线无干涉现象。机舱高温高湿区域电缆使用波纹管防护。前后防护杠内侧倒车雷达线缆、雾灯线缆等工作环境为低温高湿区,使用防水性较优的波纹管防护。这两部分区域BJ20电缆防护等级较高,表现优秀。顶棚电缆和门板内侧电缆属于低温干区,使用PVC胶布缠裹,很少部分电缆裸露。相对比车内电缆防护等级较低,车内前段部位可直观看到裸露电缆,其余部位电缆均使用PVC电工胶布缠裹,固定较为牢固。

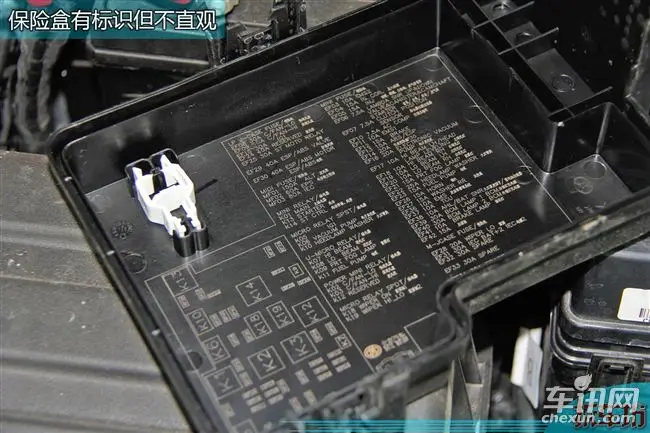
保险盒标识
BJ20机舱内与车内保险盒盖内均印刷明显标示,但并不显著,不方便小故障检查与维修,希望北京汽车在后续车型的生产可优化这些细节设计。
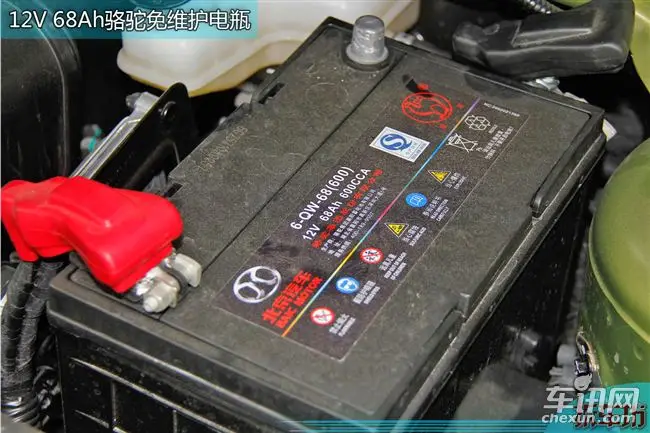
电瓶配备
BJ20电瓶容量配备比较厚道,12V68Ah免维护电瓶很少出现在该级别车型上,虽然电瓶上印刷着北京汽车的LOGO,但不难看出,它所配备的是骆驼品牌电瓶。电瓶容量的配备上BJ20还算比较厚道。
底盘防护
BJ20底盘整体较平整,前副车架采用元宝梁结构,两侧下钢质控制臂使用双层冲压工艺,下控制臂与球头为一体结构,更换较为不便。底盘防腐喷涂面积约占底盘面积的70%,中间区域钢板裸露无防护。防腐层厚度较薄,底盘管线没有做防护处理,管线紧贴底盘钢板内侧;隔热材料选用散热较好的铝箔材质,隔热面积约50%区域,底盘中前部没有做隔热处理。底盘分布2条纵梁和2条边梁,纵梁后部设计横向加强结构。后悬挂为独立悬挂,下控制臂做了加强处理。BJ20悬挂调校风格偏硬,舒适度成绩表现一般(动态表现后续内容介绍)。
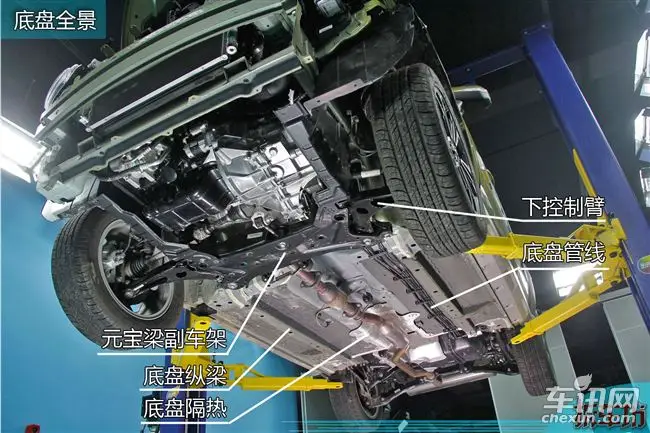
底盘防腐和隔热面积的多少可直观反映出汽车厂家在控制成本上的态度,因为这些都是可有可无,对安全和使用没有任何影响的工艺。底盘防腐喷涂工艺对行驶静音和钢板防锈改善很大,车辆在高速行驶在非正规路面时,轮胎会带起的碎石等异物砸向车辆底盘,较厚且较软的防腐层可减少砸击异响。另外,融雪剂和南方沿海城市对底盘钢板腐蚀性较大,防腐喷涂涂层可对底盘钢板起到隔离作用,延长钢板使用寿命。喷涂底盘护甲的价格为百元不等,对于厂家来说也是一笔不小的硬件成本。目前大多数车型都比较注重底盘防腐工艺,在这方面BJ20还有一定进步空间。

拆解特点:1、底盘平整度较高;2、底盘管线无防护;3、底盘隔热面积较小;4、底盘防腐面积不佳,部分钢板裸露;5、油箱采用树脂材料。
钣金工艺
钣金工艺并非特指汽车一种产品,它涵盖了金属生产、组装等所有相关领域。钣金是针对金属薄板进行一系列剪、冲、切、折、焊接、铆接、拼接、成型等。对于汽车钣金简单的理解就是汽车的外面的铁壳。汽车外蒙皮钢板需要数十道复杂工序,任何一个细节的缺失都会影响到最终成品的品质。汽车厂家的生产模具、生产工艺无缺失,车身钣金缝隙就一定小而均匀么?这也并非绝对,车辆组装工艺同样也可以决定缝隙的大小。总体而言,控制车身缝隙是一件非常复杂且繁琐的事情。
钣金工艺≈针线活儿
钣金工艺是对金属钢板加工工艺的统称,在生活中也有很多与之相近的工艺,譬如我们每天都要接触的衣服。抛开品牌因素,衣服的布料、针线活儿的好坏决定了价格。价格较高的衣服,在布料的选择、裁剪以及缝合技术、精细程度要高于价格低廉的衣服。即便是两件衣服的价格相似,您或许也不会挑选针线混乱不堪、接缝有大有小的那件。面对车身缝隙,我们怎么测量?用什么工具测量呢?
用什么工具测?都测哪里?
我们使用测量缝隙专用工具“塞尺”对两侧发动机盖缝隙、左右A柱缝隙、左右B柱缝隙以及两侧尾箱盖缝隙进行测量,每100mm为一个测量单位,最终得出整车缝隙均匀度数据,单条缝隙平均值以及单条缝隙最大差值,通过这些数据便可验证车辆在冲压工艺以及装配工艺上的优劣。

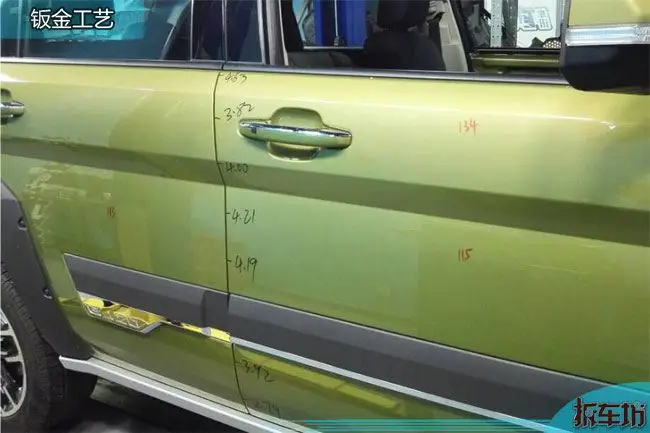

钣金工艺:BJ20整车钣金平均值为4.2mm;单条缝隙最大差值为2.1mm。从以上数据可以看出,BJ20在整车钣金工艺方面的表现非常差,纵观百余款已拆解车型,单条缝隙误差超过1mm的车型不足10%,而超过2mm的车型更是寥寥无几,车身单条缝隙误差越大说明装配工艺越差,精度越差。
漆面厚度
整车喷漆是个庞大而严谨的系统,涂装生产线要保证恒定温度、湿度还要控制空气中的颗粒漂浮物,同时对空气流通的风速、风量、风向等等诸多因素需要考虑,保证了以上恒定环境下才能开始谈如何喷漆。那么我们从逆向视角来看,就可以通过车辆漆面均匀度知道生产厂家的工艺如何。厚度均匀较好的说明涂装生产线各指标控制的较好,而厚度差别较大的说明涂装工艺某环节存在问题。

漆面厚度≈面料儿的厚度
我们依然拿衣服来做比喻,车身漆面厚度相当于衣服材料的厚度。衣服料子的厚度以及厚度是否均匀,都是我们在挑选衣服时要注意的细节。同一件款式衣服不同厚度的料子,相信您会选择手感相对厚重的一件,直观感觉就是料足。其次是把衣服摸个遍,袖子、领子、甚至是衣服兜都要摸一摸,看看厚度是不是一样的。当然布料也并非越厚越好,这与汽车喷漆工艺也是相同的。科技在进步,材料加工工艺也在进步,同一件保暖大衣,以前我们需要穿上厚重的军大衣,而现在只需要一件保暖风衣。用衣服举完例子,那么对于汽车来说,漆面厚度在110微米-180微米之间都是合适的。
提到购买二手车,编辑还有个小诀窍教给大家。那就是车身漆面厚度。我们通过测量发动机盖、顶棚、翼子板、前后门板查看漆面厚度的数值,如果数据都比较均匀、并且数据不是很大的话,那么基本可以确定这些部件没有喷过漆。反之,如果测量后发现某个位置的读数很高,那么肯定的是,至少该部位重新喷过漆或者做过钣金,如果整车数据都很大的话,那么估计整车重新喷漆了。

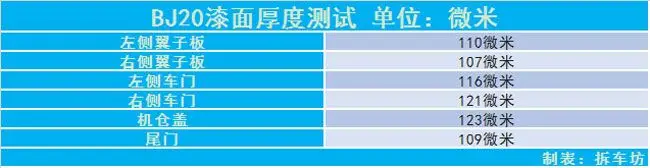
漆面厚度:漆面厚度平均值为114微米;单面钢板漆面厚度差值为36微米。BJ20漆面厚度比较薄而且均匀度较差,德系/美系车漆面厚度平均在140-160微米左右;日韩系车型漆面厚度约在130-140微米左右;BJ20漆面厚度均低于合资车标准。
漆膜硬度测试
检验漆膜的软硬程度,就是对漆膜硬度测试的简单理解。对于车漆来说,只有厚度和均匀度是不够的,如果漆膜很软漆面非常容易出现细微划痕,同样会增加使用维护成本。我们依据GB/T6739—1996使用铅笔测定法对车身漆面进行硬度测试,该方法通过在漆膜上推压已知硬度标号的铅笔,检测涂层的硬度。如2H硬度铅笔在漆膜划出明显划痕,那么就认定漆膜硬度为2H。从最软到最硬的排列是H<2H<3H<4H等越高越好。


漆膜硬度≈布料的强度
漆膜硬度也就是衣服布料的强度,衣服做工再好,材料再厚,如果一扯就撕,那也只能算是一件极为娇贵的衣服。编辑对衣服材料强度方面深有体会,由于经常外出车辆拍照,在车里上蹿下跳,甚至是在地上摸爬滚打,起初喜欢穿一些棉麻衣服,但由于布料强度较差,没几天就会磨薄、磨破。为了降低更换衣服的成本,只能选择一些耐磨的布料。那么对于车漆的漆膜硬度也是同样道理,漆膜如果太薄也会增加后期维护成本,需要经常打磨、抛光、封釉。

漆膜硬度:通过我们的实验,BJ20漆膜硬度均为3H。这一硬度属于良好水平。
BJ20静态/动态体验
静态评测以及动态体验我们在拆解报告中就不多介绍,如详细了解回顾原文阅读相关文章。
【车讯网 报道】如今已是个“无情怀、不创业,无情怀、不产品”的年代,从创业到产品,从手机到汽车,情怀已辐射到各行各业。本期我们的主角儿北京汽车BJ20就是一款情怀产品,厂家将它冠以北京212传承者称号。笔者认为,讲情怀本身是挺好的一件事儿,我也比较赞成。但作为产品不能只停留在“讲”的层面上。有句话说得好,“讲过不等于做过,做过不等于做到,做到不等于做好”,北京汽车讲出了BJ20的情怀,并也做出了产品。但是否做的好?情怀是否安全落地呢?这款情怀产品是能否超越同级自主品牌和合资品牌呢?后续篇幅通过各项实验和拆解逐一进行介绍。首先,我们先来看拆解车辆的基本情况。
测试/拆解车辆基本情况:北京汽车BJ20(后简称BJ20);具体配置为2016款1.5T手动豪华型,厂商指导价为11.88万元,实际提车价格为11.88万元,提车无优惠。
主稿介绍顺序:前防护结构→后防护结构→门板防护/做工→车身焊接以及车身钢板强度→顶棚、地板、车内电缆→底盘结构与防护→车身缝隙、漆面厚度、漆膜硬度→双车静态、动态体验及测试→NVH舒适度→后备箱逃生→车内空气质量。
整车防护之前防护结构
前防护结构概述:BJ20前防护结构采用常规设计,具备低速、中低速碰撞防护结构。前防护杠外皮固定方式存在不成熟设计,防护杠、吸能盒均设计溃缩引导。金属水箱散热片框架虽然重量较大,但抗扭和形变性能优于非金属材质。防护杠内电缆出于低温高湿区,雾灯、雷达线缆使用波纹管防护,大灯清洗喷水管固定杠皮内侧,布线规整。BJ20前防护组成结构在同价位、同级别车型中处于中等水平。接下来,我们对BJ20前防护结构进行详解。
BJ20前防护结构由防护杠外皮、泡沫缓冲层、防护杠以及吸能盒组成。前防护杠外皮使用具有一定柔软度和抗扭性的PP材质,轻微变形后可自行恢复原状。防护杠分为上下两部分,上部为有漆装饰层,下部为无漆防剐层,这与大多数SUV车型设计理念雷同。雾灯电缆与大灯清洗喷水管固定于防护杠外皮内侧,由于该部分为低温高湿区,所以雾灯、雷达线缆采用最高防护等级(波纹管防护)。大灯清洗喷水管布局与固定方式比较规整。拆掉防护杠外皮就能看到下图结构,绿色标注区为低速泡沫缓冲区,对低速碰撞起到防护作用。蓝色标注区域为散热片金属框架,两端与前纵梁固定。现代车型为了轻量化设计,大多车型将框架改用非金属材质,钢质材料虽然抗扭性和形变能力较强,但重量太沉。
防护杠外皮固定方式不成熟
拆掉泡沫缓冲层就能看到前防护杠结构(下图蓝色),前防护杠采用钢质材料,断面为闭合结构。两侧与吸能盒采用焊接方式固定。防护杠两侧上方分别焊接防护杠外皮支架(红色标注位置)用来固定前防护杠外皮。这种固定方式并不成熟。横向对比我们之前拆结过的其他车型,防护杆外皮、低速缓冲层和防护杠之间均有自己的独立空间,结构之间并无硬性连接。在发生碰撞变形中,保证各防护结构之间不受影响,根据碰撞力度大小,决定部件损伤多少和程度,可减少维修成本。发生同样碰撞工况下,由于BJ20前防护杠外皮与内侧金属防护杠相连,如前防护杠变形会导致内侧防护杠支架变形,维修时需要更换金属防护杠相应增加成本。
吸能盒/前纵梁采用主流设计风格
BJ20吸能盒和前纵梁采用目前主流设计风格,吸能盒与前纵梁之间使用法兰盘、螺钉固定。方便拆卸更换部件。吸能盒(绿色标注)上下两侧设计溃缩引导设计,前纵梁(蓝色标注)根据碰撞工况设计需要,分别设计加强区和弱化区,左前纵梁内侧设计避让发动机弱化区,当车辆发生正面较高速碰撞时,前纵梁避让发动机设计可让发动机下沉,防止机舱内部零件闯入驾驶室。在车辆正面碰撞防护中,还有一个结构非常重要,它就是上纵梁。
完整的上纵梁结构
BJ20上纵梁结构比较完整,由一整块钢板冲压而成,纵梁中间夹层设计加强结构。上纵梁结构对车辆偏置碰撞(小角度碰撞)有较好的防护效果,上纵梁可将碰撞力传递给白车身A柱,尽可能防止A柱变形。上纵梁与白车身之间采用点焊工艺连接,焊接缝隙处并未做防腐处理,通常该区域会涂抹防腐胶。总体来说BJ20前防护结构的组成中规中矩,在同级车型中属于中等水平。
拆解特点:1、整体防护结构完整;2、前防护杠外皮支架设计在前防护杠两侧,该固定方式并不成熟;3、吸能盒、前纵梁采用主流设计;4、水箱散热片框架为金属材质(重量较沉);5、进气口高度处于较高的位置。
整车防护之后防护结构(防撞杠尺寸仅供参考)
BJ20后防护结构由防护杠外皮、防护杠、吸能盒结构组成。后防护杠外皮与前防护杠外皮材质相同,柔软度和韧性较好。内嵌雾灯和倒车雷达,该区域电缆工作在低温高湿区,使用波纹管防护(最高防护等级)。管线固定在防护杠外皮内侧。钢质后防护杠断面为帽形结构,横向防护宽度占车尾宽度的85%。梯形结构防护杠可改变撞击角度。防护杠两侧分别设计加强筋增加防护杠横向强度。防护杠两侧与吸能盒连接,末端连接后纵梁。法兰盘、螺钉固定方式便于维修拆装。
吸能盒与后纵梁连接很重要也很必要
BJ20后防护杠连接方式与前防护杠完全相同,钢质后防护杠(绿色区域)两侧分别于吸能盒(蓝色区域)采用焊接方式固定,吸能盒再通过可拆卸法兰盘与白车身后纵梁(紫色区域)连接。后追碰撞过程中,通过后防护杠传递撞击力给吸能盒,吸能盒自身溃缩抵消一部分撞击力,同时把冗余的力量传递给白车身。可拆卸方式便于维修和替换。
拆解特点:1、后防护结构完善无缺失;2、防护杠横向防护宽度占车尾宽度的85%;3、吸能盒与后纵梁相连,方便拆装。
每期都要重申的内容:针对车辆后碰撞测试,一直执行低速碰撞标准。测试方法有两种,一种是移动壁碰撞,另一种是摆锤方式碰撞。考核低速碰撞目的,是为了测试车辆尾部发生轻微追尾、碰撞情况下,保证重要部件不损坏、可正常行驶。碰撞工况测试标准高度为445mm,分别以4公里/时速进行正面碰撞;以及2.5公里/小时速度进行左、右后侧面碰撞。重要部件不损坏、可正常行驶为合格。
门板防护\做工
车门概述:BJ20前后门做工与防护有较为明显的美/德和日/韩混血,一体冲压工艺门板常见于美/德车型,门板圆形钢防撞梁结构常见于日/韩车型。自主品牌车型在研发阶段大多采取照猫画虎,东抄西借其他合资品牌车型。所以出现混血现象在所难免。门板工艺虽然混血,但工艺尚可防护齐全。在自主品牌车型中处于中上水平。接下来,我们继续介绍BJ20车门拆解细节。
BJ20前后门内饰板内侧贴合环保的原生材质隔音棉,内饰板与门内贴合防潮布。门框与门体之间采用一体冲压工艺,内侧门板为整张钢板冲压而成。门内下方斜置圆形钢防撞梁,门体中部与上部分别横置门板加强筋,车门铰链为冲压工艺。后门工艺以及防护结构与前门雷同。门板电缆使用PVC胶布缠裹,并与车门内侧钢板固定。
拆解特点:1、车门做工与防护很混血(一体冲压工艺门板+圆形钢防撞梁);2、车门隔音棉使用环保原生棉材质;3、车门电缆防护与布局较为规整;
整车焊接工艺
整车焊接工艺考察A/B/C柱、顶棚以及白车身其他部分焊接工艺。可直观看到部位:BJ20的A柱钢板总厚度为4.68mm(包含中间空隙);B柱总厚度为3.81mm(包含中间空隙);C柱总厚度为2.75mm(包含中间空隙);车身两侧钢板采用传统点焊工艺,每延米焊接数量为22个,焊点表面比较平滑,表现较好。(钢板厚度仅做参考,并非钢板越厚强度越大,与钢板强度有直接影响)
钢板强度测试(仅针对材质本身,不考虑结构和厚度,数据仅做参考)
我们所使用的仪器名称叫“equotip3便携式金属硬度计”,产自于瑞士。应用于金属制造加工业、汽车制造业、宇航、航空造船业等领域,适用于所有金属材料测试、重型以及安装好的工件测试。通过该仪器测试金属表面,可以得到测试样品的罗氏、韦氏、金属拉伸强度等数据。等效大型金属拉伸测试设备(破坏性),便携性测试为非破坏性设备。以后我们会单独对该仪器进行详细介绍(测试方法、使用说明等)用什么样的设备测试?(身材不大,气场不小;它的身价高达8万。)
为何增加这样的测试?从该测试中我们能读到什么样的有用信息?
该设备也会用于汽车生产厂商用于来料检验,通过测试来料钢板,可以得知硬度数据以及均匀度数据。我们利用同样的设备对成品车的钢板进行强度测试,可以反推出该车在生产制造时所使用的钢板强度。案例:两车前保险杠结构如何对比更有说服力?单独对比钢板厚度是外行,增加结构对比仍然不全面,那么再增加金属材料对比呢?那就具有足够的参考性了。从逆向设计的角度来看,知道了这三项数据,就可以用软件建模,进行模态分析。
说明:该测试只是参考车身钢板材料的拉伸强度,如考虑到整体被动安全的话,还需要参考钢板厚度以及结构因素。另外,该仪器并不能对铝合金材质进行测量。
顶棚防护
BJ20顶棚内饰板采用多层材料复合而成,由基材、缓冲隔热层、表皮层一体成型,内饰板后半部分贴合原生材质隔音棉,隔热的同时也能起到一定隔音效果。顶棚内饰板天窗位置贴合金属加强框架增加强度减少共振。顶棚加强筋采用1+2设计,主加强筋(绿色标注)横置顶棚中央位置,两根辅加强筋均匀分布在顶棚后部。为了起到更优秀的止振效果,顶棚钢板增添了冲压工艺。BJ20顶棚加强/止振全面,并未使用多于的止震贴。仅顶棚方面超过同级别自主品牌和合资品牌。
车内地板
BJ20地毡填充面积较大,覆盖约95%的面积。地毡材质由毛毡垫层、防潮层、填充层组成。毛毡垫层和防潮层为一体结构,填充层选用成本较低的复合棉材质。地毡材料取样进行燃烧测试,符合国家标准。
内饰阻燃性
车内内饰阻燃性的表现也十分重要,车辆在发生交通意外时,没有阻燃性的地毡等材料就会变成助燃物。所以,我国对汽车针对内饰材料制定了相应的标准。标准规定,汽车内饰材料的燃烧速度不大于100毫米/分钟。BJ20地毡材质燃烧成绩为28毫米/分钟,燃烧成绩较为优秀,与同级自主品牌和合资品牌车型相比,达到优秀水平。而燃烧过程中产生较浓的黑烟以及大量焦油滴落物,燃烧特性方面表现较差。
整车电气防护
BJ20机舱布局规整,电、气、油路管线无干涉现象。机舱高温高湿区域电缆使用波纹管防护。前后防护杠内侧倒车雷达线缆、雾灯线缆等工作环境为低温高湿区,使用防水性较优的波纹管防护。这两部分区域BJ20电缆防护等级较高,表现优秀。顶棚电缆和门板内侧电缆属于低温干区,使用PVC胶布缠裹,很少部分电缆裸露。相对比车内电缆防护等级较低,车内前段部位可直观看到裸露电缆,其余部位电缆均使用PVC电工胶布缠裹,固定较为牢固。
保险盒标识
BJ20机舱内与车内保险盒盖内均印刷明显标示,但并不显著,不方便小故障检查与维修,希望北京汽车在后续车型的生产可优化这些细节设计。
电瓶配备
BJ20电瓶容量配备比较厚道,12V68Ah免维护电瓶很少出现在该级别车型上,虽然电瓶上印刷着北京汽车的LOGO,但不难看出,它所配备的是骆驼品牌电瓶。电瓶容量的配备上BJ20还算比较厚道。
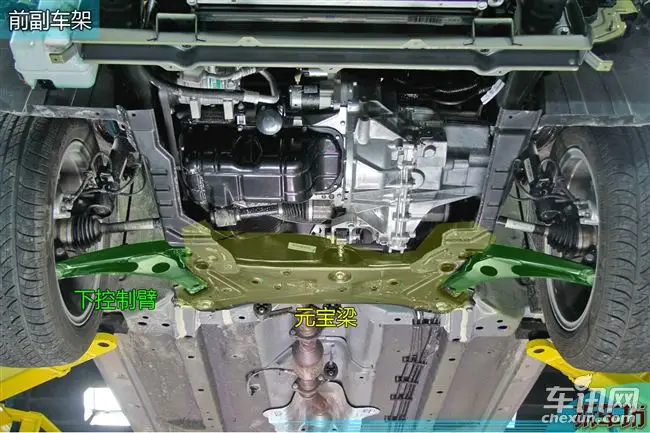
底盘防护
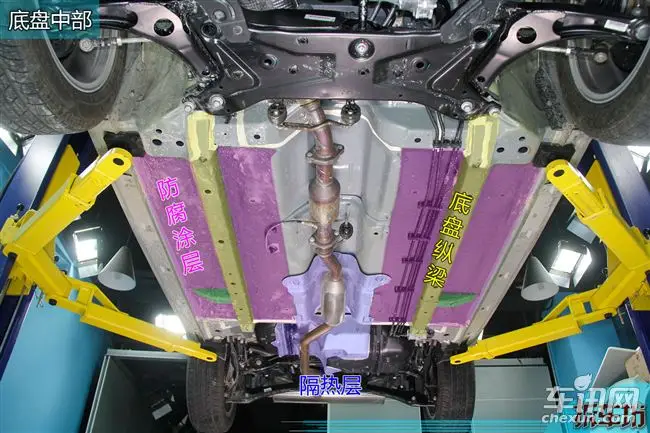
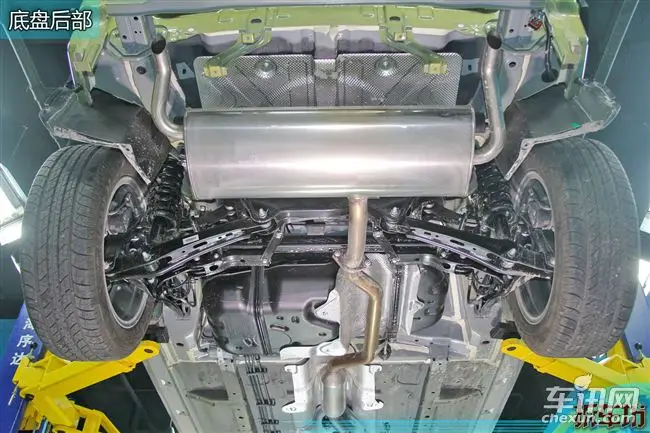
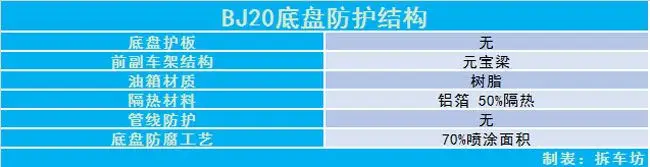
BJ20底盘整体较平整,前副车架采用元宝梁结构,两侧下钢质控制臂使用双层冲压工艺,下控制臂与球头为一体结构,更换较为不便。底盘防腐喷涂面积约占底盘面积的70%,中间区域钢板裸露无防护。防腐层厚度较薄,底盘管线没有做防护处理,管线紧贴底盘钢板内侧;隔热材料选用散热较好的铝箔材质,隔热面积约50%区域,底盘中前部没有做隔热处理。底盘分布2条纵梁和2条边梁,纵梁后部设计横向加强结构。后悬挂为独立悬挂,下控制臂做了加强处理。BJ20悬挂调校风格偏硬,舒适度成绩表现一般(动态表现后续内容介绍)。
底盘防腐和隔热面积的多少可直观反映出汽车厂家在控制成本上的态度,因为这些都是可有可无,对安全和使用没有任何影响的工艺。底盘防腐喷涂工艺对行驶静音和钢板防锈改善很大,车辆在高速行驶在非正规路面时,轮胎会带起的碎石等异物砸向车辆底盘,较厚且较软的防腐层可减少砸击异响。另外,融雪剂和南方沿海城市对底盘钢板腐蚀性较大,防腐喷涂涂层可对底盘钢板起到隔离作用,延长钢板使用寿命。喷涂底盘护甲的价格为百元不等,对于厂家来说也是一笔不小的硬件成本。目前大多数车型都比较注重底盘防腐工艺,在这方面BJ20还有一定进步空间。
拆解特点:1、底盘平整度较高;2、底盘管线无防护;3、底盘隔热面积较小;4、底盘防腐面积不佳,部分钢板裸露;5、油箱采用树脂材料。
钣金工艺
钣金工艺并非特指汽车一种产品,它涵盖了金属生产、组装等所有相关领域。钣金是针对金属薄板进行一系列剪、冲、切、折、焊接、铆接、拼接、成型等。对于汽车钣金简单的理解就是汽车的外面的铁壳。汽车外蒙皮钢板需要数十道复杂工序,任何一个细节的缺失都会影响到最终成品的品质。汽车厂家的生产模具、生产工艺无缺失,车身钣金缝隙就一定小而均匀么?这也并非绝对,车辆组装工艺同样也可以决定缝隙的大小。总体而言,控制车身缝隙是一件非常复杂且繁琐的事情。
钣金工艺≈针线活儿
钣金工艺是对金属钢板加工工艺的统称,在生活中也有很多与之相近的工艺,譬如我们每天都要接触的衣服。抛开品牌因素,衣服的布料、针线活儿的好坏决定了价格。价格较高的衣服,在布料的选择、裁剪以及缝合技术、精细程度要高于价格低廉的衣服。即便是两件衣服的价格相似,您或许也不会挑选针线混乱不堪、接缝有大有小的那件。面对车身缝隙,我们怎么测量?用什么工具测量呢?
用什么工具测?都测哪里?
我们使用测量缝隙专用工具“塞尺”对两侧发动机盖缝隙、左右A柱缝隙、左右B柱缝隙以及两侧尾箱盖缝隙进行测量,每100mm为一个测量单位,最终得出整车缝隙均匀度数据,单条缝隙平均值以及单条缝隙最大差值,通过这些数据便可验证车辆在冲压工艺以及装配工艺上的优劣。
钣金工艺:BJ20整车钣金平均值为4.2mm;单条缝隙最大差值为2.1mm。从以上数据可以看出,BJ20在整车钣金工艺方面的表现非常差,纵观百余款已拆解车型,单条缝隙误差超过1mm的车型不足10%,而超过2mm的车型更是寥寥无几,车身单条缝隙误差越大说明装配工艺越差,精度越差。
漆面厚度
整车喷漆是个庞大而严谨的系统,涂装生产线要保证恒定温度、湿度还要控制空气中的颗粒漂浮物,同时对空气流通的风速、风量、风向等等诸多因素需要考虑,保证了以上恒定环境下才能开始谈如何喷漆。那么我们从逆向视角来看,就可以通过车辆漆面均匀度知道生产厂家的工艺如何。厚度均匀较好的说明涂装生产线各指标控制的较好,而厚度差别较大的说明涂装工艺某环节存在问题。
漆面厚度≈面料儿的厚度
我们依然拿衣服来做比喻,车身漆面厚度相当于衣服材料的厚度。衣服料子的厚度以及厚度是否均匀,都是我们在挑选衣服时要注意的细节。同一件款式衣服不同厚度的料子,相信您会选择手感相对厚重的一件,直观感觉就是料足。其次是把衣服摸个遍,袖子、领子、甚至是衣服兜都要摸一摸,看看厚度是不是一样的。当然布料也并非越厚越好,这与汽车喷漆工艺也是相同的。科技在进步,材料加工工艺也在进步,同一件保暖大衣,以前我们需要穿上厚重的军大衣,而现在只需要一件保暖风衣。用衣服举完例子,那么对于汽车来说,漆面厚度在110微米-180微米之间都是合适的。
提到购买二手车,编辑还有个小诀窍教给大家。那就是车身漆面厚度。我们通过测量发动机盖、顶棚、翼子板、前后门板查看漆面厚度的数值,如果数据都比较均匀、并且数据不是很大的话,那么基本可以确定这些部件没有喷过漆。反之,如果测量后发现某个位置的读数很高,那么肯定的是,至少该部位重新喷过漆或者做过钣金,如果整车数据都很大的话,那么估计整车重新喷漆了。
漆面厚度:漆面厚度平均值为114微米;单面钢板漆面厚度差值为36微米。BJ20漆面厚度比较薄而且均匀度较差,德系/美系车漆面厚度平均在140-160微米左右;日韩系车型漆面厚度约在130-140微米左右;BJ20漆面厚度均低于合资车标准。
漆膜硬度测试
检验漆膜的软硬程度,就是对漆膜硬度测试的简单理解。对于车漆来说,只有厚度和均匀度是不够的,如果漆膜很软漆面非常容易出现细微划痕,同样会增加使用维护成本。我们依据GB/T6739—1996使用铅笔测定法对车身漆面进行硬度测试,该方法通过在漆膜上推压已知硬度标号的铅笔,检测涂层的硬度。如2H硬度铅笔在漆膜划出明显划痕,那么就认定漆膜硬度为2H。从最软到最硬的排列是H<2H<3H<4H等越高越好。
漆膜硬度≈布料的强度
漆膜硬度也就是衣服布料的强度,衣服做工再好,材料再厚,如果一扯就撕,那也只能算是一件极为娇贵的衣服。编辑对衣服材料强度方面深有体会,由于经常外出车辆拍照,在车里上蹿下跳,甚至是在地上摸爬滚打,起初喜欢穿一些棉麻衣服,但由于布料强度较差,没几天就会磨薄、磨破。为了降低更换衣服的成本,只能选择一些耐磨的布料。那么对于车漆的漆膜硬度也是同样道理,漆膜如果太薄也会增加后期维护成本,需要经常打磨、抛光、封釉。
漆膜硬度:通过我们的实验,BJ20漆膜硬度均为3H。这一硬度属于良好水平。
BJ20静态/动态体验
静态评测以及动态体验我们在拆解报告中就不多介绍,如详细了解回顾原文阅读相关文章。
 微信扫一扫
微信扫一扫